Technicien Installation, Mise en service et SAV (H/F)
Charge d’affaires en Mecanique

Description des différents systèmes en ligne de détection des contaminants dans le process sucrier
Description des différents systèmes en ligne de détection des contaminants dans le process sucrier
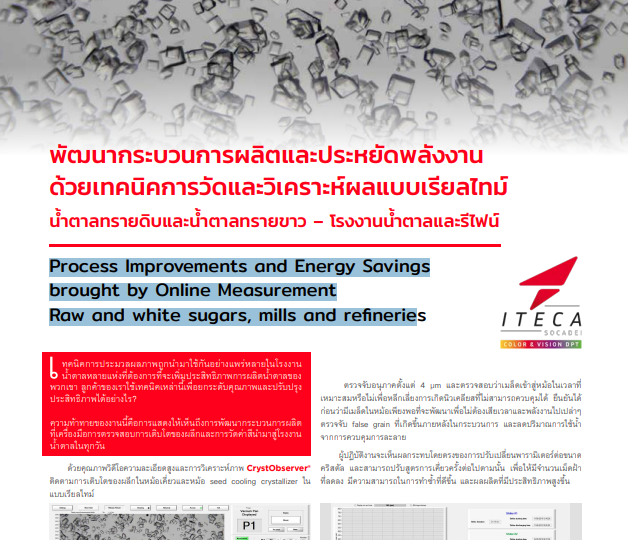
Les avantages de systèmes d’analyse en ligne au niveau du contrôle Process
L’impact d’un joint d’entrée de four étanche sur la consommation électrique

Article collectif donnant une vision précise des arguments économiques pour l’échantillonnage représentatif.

La Fleur de sel, apparaît à la surface des bassins de cristallisation (appelés œillets) sous la forme d’une fine pellicule opalescente.